


 Complaint
Complaint

| ITM | الطُرز | ||||||
| الوحدة | DN2-31X | DN2-31C | DN2-40x | DN2-40C | DN2-63x | DN2-63C | |
| الطاقة بنسبة 50% | كيلوفولت أمبير | 31 | 31 | 40 | 40 | 63 | 63 |
| معدل دوران المحول | 70 | 70 | 56 | 56 | 48 | 48 | |
| أقصى تيار دائرة قصر | Ka | 14 | 14 | 18 | 18 | 20 | 20 |
| فولطية التفريغ الثانوية | V | 5.58 | 5.58 | 6.8 | 6.8 | 7.9 | 7.9 |
| الجهد الكهربائي عند 50 هرتز/60 هرتز | V | 380 | 380 | 380 | 380 | 380 | 380 |
| المسافة بين الذراعين | مم | 288 | 100 | 328 | 100 | 168-428 | 100 |
| الحد الأدنى لطول الذراعين | مم | 220 | 200 | 300 | 200 | 400 | 200 |
| أقصى قوة عند الإلكترودات | n | 3000 | 3000 | 3500 | 3000 | 3500 | 3000 |
| شوط العمل | مم | 15-45 | 15-25 | 15-45 | 15-25 | 15-45 | 15-25 |
| أقصى شوط للأسطوانة | مم | 70 | 50 | 100 | 50 | 100 | 50 |
| أقصى طول للذراع | مم | 750 | 350 | 1000 | 450 | 1100 | 500 |
| إمداد الهواء المضغوط | MPA | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| أقصى سمك للورقة الفولاذية الخفيفة بذراع بطول صغير | مم | 3+3 | 3+3 | 4+4 | 4+4 | 5+5 | 5+5 |
| مع أذرع بطول 500 مم | مم | 2+2 | 2+2 | 3+3 | 3+3 | 3+3 | 3+3 |
| بأذرع قياس الطول | كيلوفولت أمبير | 1.2+1.2 | 1.2+1.2 | 2+2 | 1.8+1.8 | 2.0+2.0 | 2.0+2.0 |
| الحد الأقصى للسلك المتعارض | مم | 14+14 | 14+14 | 16+16 | 16+16 | 20+20 | 20+20 |
| ضغط مياه التبريد | MPA | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 |
| تدفق مياه التبريد | لتر/دقيقة | 4 | 4 | 4 | 4 | 4 | 4 |
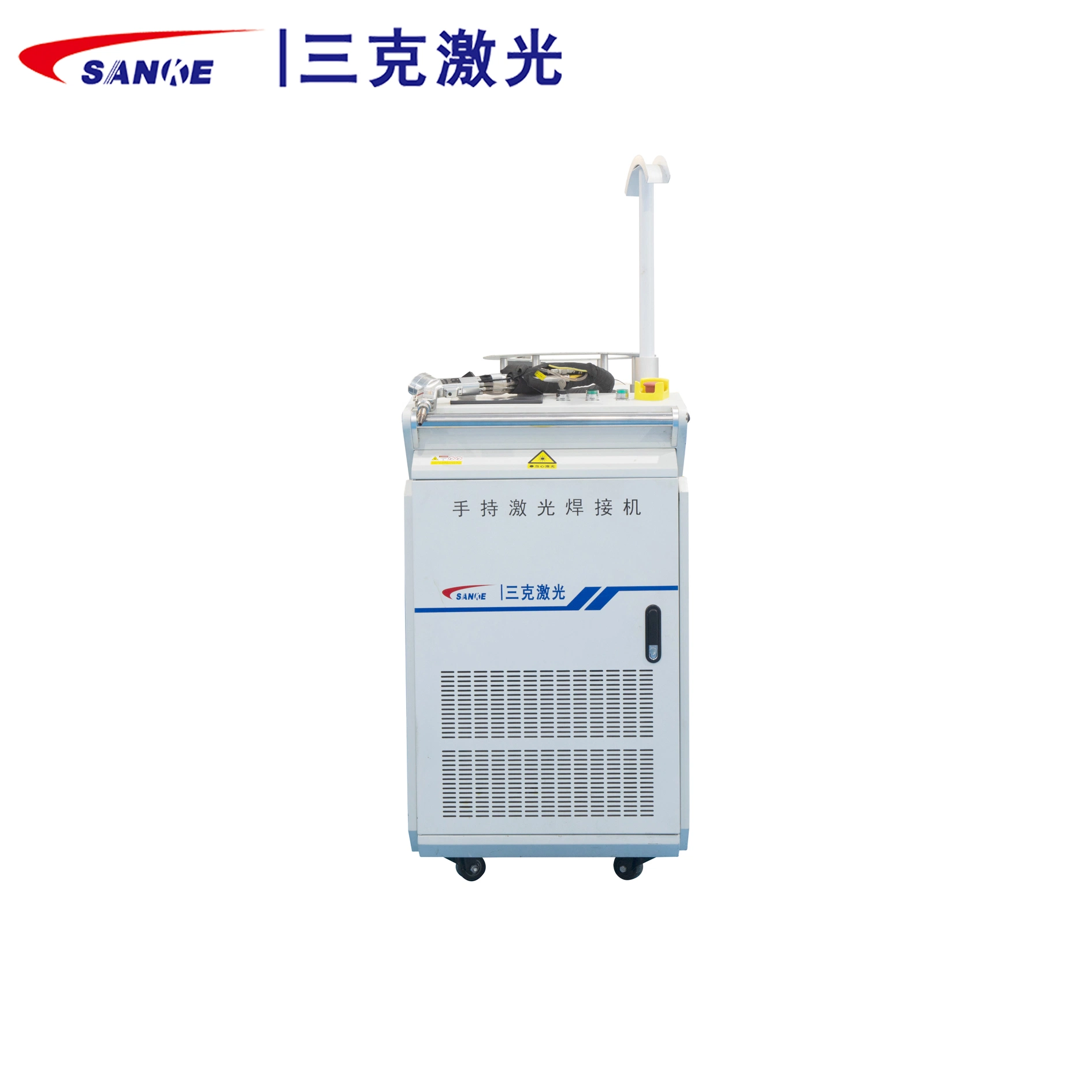
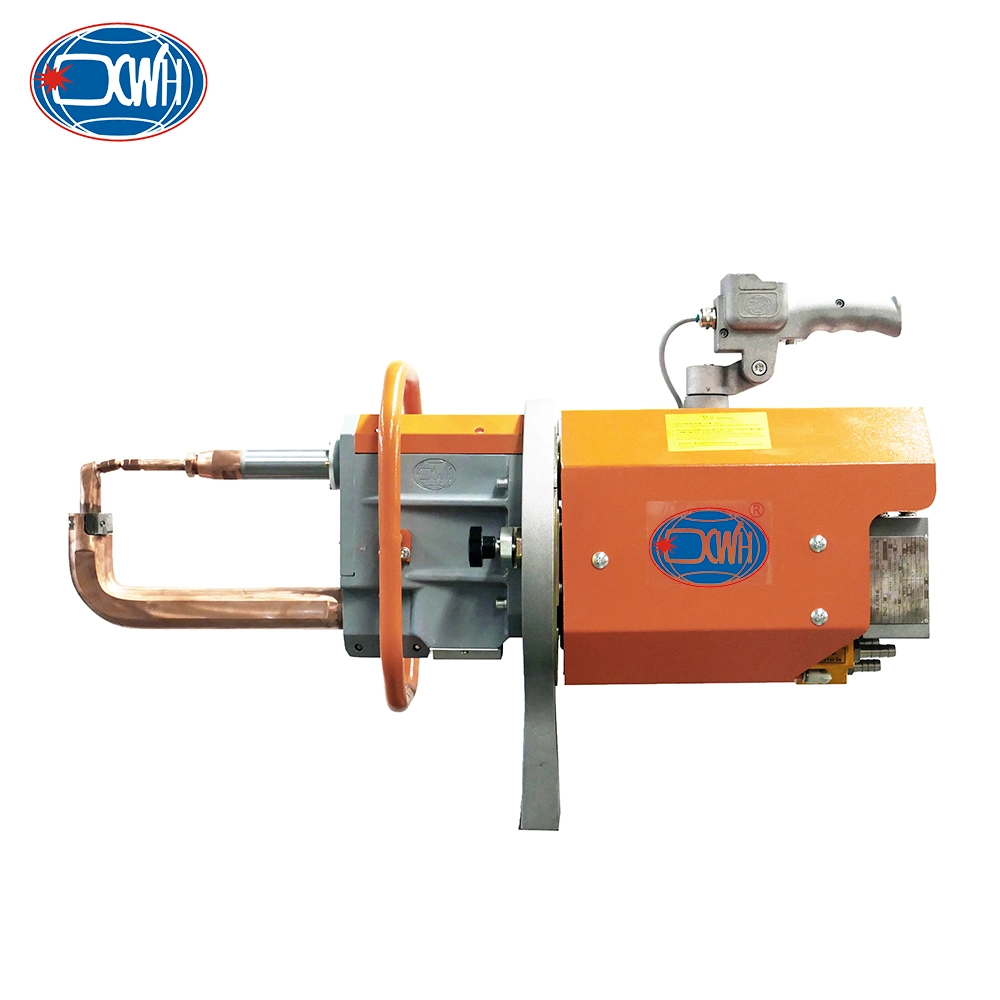
1) تجمع آلة اللحام النقطي بين محول اللحام ومشبك اللحام، وهي تحتوي على هيكل من الألومنيوم يتميز بحجمه الصغير، وخراجه العالي، وكفاءته العالية، وتوفير الطاقة، وإمكانية النقل. أثناء التشغيل، يمكن لمكنة اللحام النقطي أن تحقق دوران بزاوية 360 درجة بسهولة في كل من الاتجاهين الأفقي والرأسي.
2.تتكون ماكينة اللحام النقطي من مفاتيح اللحام، ومحول اللحام، ووحدة التحكم في اللحام، ونظام تبريد المياه، ونظام تكييف الضغط الهوائي، (وجهاز التعليق)، إلخ. هيكل صغير الحجم، صيانة مريحة، حجم صغير، وزن خفيف، الحد إلى حد كبير من كثافة العمالة لدى العمال وتوفير استهلاك الطاقة إلى حد كبير.
3.يعتمد ذراع الإلكترود الخاص بماكينة اللحام النقطي النحاس الزركونيوم عالي الجودة (CCrZr-1)، مما يضمن ثبات أداء اللحام، وعمر خدمة آلة اللحام، وقوة ذراع الإلكترود.
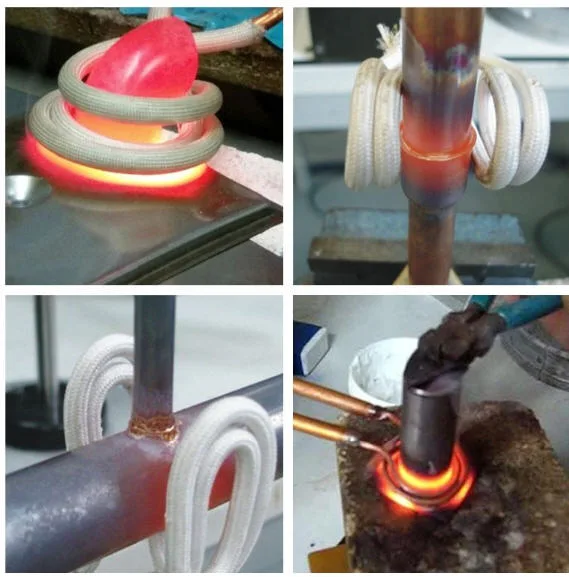
4.أثناء اللحام، يكون وقت التسخين قصيرًا، وتتركز الحرارة، ولا يوجد قوس كهربائي، أو شرر، أو رسام اللحام، أو تراكم اللحام الانصهار، أو تشوه حراري للحامات. بالإضافة إلى ذلك، بعد ابتكار ماكينة اللحام، يتم زيادة قطر نظام مسار الغاز، وبالتالي لا تكون إنتاجية اللحام عالية فحسب، بل أيضًا مظهر اللحام جميل والجودة جيدة.
5) يتم إجراء اللحام باستخدام المزيج المناسب من المقاومة الحرارية والقوة الميكانيكية، ولذلك يمكن الحصول على وصلات لحام عالية القوة لضمان اللحام عالي الجودة. 5.نظرًا لعملية اللحام البسيطة، دون الحاجة إلى مواد التعبئة والمذيبات وغاز الحماية، فإن التكلفة منخفضة.
6.نظرًا لكثافة التيار العالي ودرجة الحرارة العالية لوصلة لحام اللحام، فإن التحكم الدقيق في وقت تشغيل الطاقة بواسطة وحدة تحكم ماكينة اللحام يتيح لوصلة اللحام الحصول على حجم قابل للتكرار، والتي يمكن أن تتكيف مع لحام أنواع متعددة من نفس المعادن أو من أنواع مختلفة وألواح الفولاذ المطلية.