Description
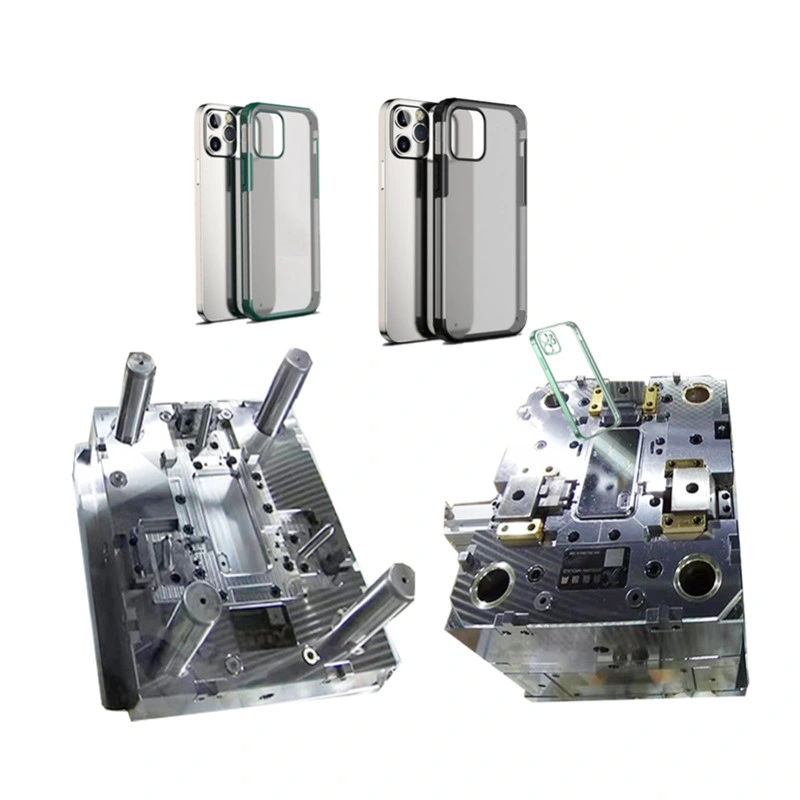
تصميم قوالب حقن بلاستيكية مخصصة للأدوات المنزلية وأدوات المائدة وألعاب الأطفال تصميم قوالب بلاستيكية تطوير قوالب معالجة قوالب حقنخدمة أجزاء قوالب حقن البلاستيكتقدم شركة Xiamen Meteor خدمة تصميم وتصنيع أجزاء قوالب الحقن الأكثر تخصيصًا ، حيث لدينا أكثر من 16+ عامًا من الخبرة في مجال قوالب الحقن. سنقوم بوضع جميع المشاريع من تدفق العمل DFM إلى PFM لضمان جودة المنتجات ، من تصميم القوالب ، وتحليل تدفق القوالب ، ومراجعة تصنيع القوالب ، وسلسلة من تقارير الاختبار لضمان سلس عملية إنتاج القوالب. نحن فخورون بسيرورة إنتاج قوالبنا ، وضمان جودة المنتج ، والتسليم في الوقت المحدد ، ولدينا فريق مهندسين محترف لدعم مشاريعك ، وجعلها سهلة جدًا ، وجعلك مرتاحًا.قوالب بلاستيكيةإرشادات التصميمالحجمأقصى مخطط للجزء الذي يمكن صبه هو حوالي 18.9 بوصة (480 مم) بواسطة 29.6 بوصة (751 مم) أو ما يعادل تقريبًا 175 بوصة مربعة (1,129 سم مربع). حجم الجزء الأقصى حوالي 59 بوصة مكعبة. العمق يصل إلى 4 بوصات (101 مم) من خط الفصل مع 3 درجات من الميل ، أو يصل إلى 8 بوصات (202 مم) إجماليًا إذا يمكن لخط الفصل أن يمر عبر منتصف الجزء ، من الداخل والخارج. يتم تقييد الأجزاء الأعمق إلى مخطط أصغر.الميلالميل المطبق على وجوه الجزء التي تمنعها من أن تكون متوازية لحركة فتحة القالب يُسمى الميل. يحافظ هذا على عدم تلف الجزء بسبب الخدش أثناء إخراج الجزء من القالب. الميل الموصى به:
يُنصح بزاوية 0.5 درجة على جميع الوجوه العمودية بشدة.
تعمل 2 درجات بشكل جيد جدًا في معظم الحالات.
تعتبر 3 درجات الحد الأدنى للإغلاق (المعدن الانزلاق على المعدن).
يتطلب 3 درجات للحصول على نسيج خفيف (PM-T1).
يتطلب 5 درجات أو أكثر للحصول على نسيج ثقيل (PM-T2).التسامحاتعادةً ما يمكن لـ Proto Labs الحفاظ على تسامح التصنيع بمقدار ±.003 بوصة (0.08 مم) مع تسامح الراتنج المضمن الذي يمكن أن يكون أكبر ولكن لا يقل عن ±.002 بوصة / بوصة (0.002 مم / مم).سمك الجدارمع أجزاء الحقن المصبوبة ، يساعد الامتثال لسمك الجدار السليم (وموحد) الأجزاء على تجنب مشاكل محتملة مثل علامات الغرق والتشوه. يختلف سمك الجدار الموصى به حسب المادة:| الراتنج | بوصة |
| ABS | 0.045 - 0.140 |
| الأسيتال | 0.030 - 0.120 |
| الأكريليك | 0.025 - 0.500 |
| البوليمر السائل البلوري | 0.030 - 0.120 |
| البلاستيك المقوى بالألياف الطويلة | 0.075 - 1.000 |
| النايلون | 0.030 - 0.115 |
| البوليكربونات | 0.040 - 0.150 |
| البوليستر | 0.025 - 0.125 |
| البولي إيثيلين | 0.030 - 0.200 |
| كبريتيد الفينيلين | 0.020 - 0.180 |
| البولي بروبيلين | 0.025 - 0.150 |
| البوليستيرين | 0.035 - 0.150 |
| البولي يوريثين | 0.080 - 0.750 |
التشطيب السطحي
تتوفر عدة تشطيبات قياسية للأجزاء المصبوبة بالحقن في Proto Labs. تشمل التشطيبات الحالية لدينا تشطيبات غير تجميلية وتشطيبات منخفضة التجميل وتشطيبات EDM ؛ تنعيم النصوع بالخرز ؛ وتلميع القوالب عالية الجودة.
التشطيبات القياسية (من الأقل تكلفة إلى الأعلى):| PM-F0: | غير تجميلي: تشطيب حسب تقدير Protomold |
| PM-F1: | منخفض التجميل: يتم إزالة معظم علامات الأدوات |
| PM-F2: | غير تجميلي: تقدير Protomold ، تشطيب EDM و / أو علامات أدوات مسموح بها |
| SPI-C1: | حجر 600 حبة ، 10-12 Ra |
| PM-T1: | نسيج Protomold ، SPI-C1 تليها ضربة خرز خفيفة |
| PM-T2: | نسيج Protomold ، SPI-C1 تليها ضربة خرز متوسطة |
| SPI-B1: | ورقة 600 حبة ، 2-3 Ra |
| SPI-A2: | درجة الماس رقم 2 ، 1-2 Ra |
* "PM" في الجدول يشير إلى تشطيب سطح معدل ليتناسب مع عملية صب البلاستيك السريعة ، حيث يشير SPI (جمعية صناعة البلاستيك) إلى تشطيب قياسي في الصناعة.الأشعة
نظرًا لأن Proto Labs يستخدم عملية تفريز CNC آلية لصنع القالب لأجزاءك ، فإن بعض زوايا الجزء ستنتهي بشعاع بدلاً من حافة حادة. عادةً ما لا يتطلب ذلك تغييرًا في النموذج ، ولكن يتم إبلاغ المصمم بتلك الأشعة قبل صنع القالب.مسامير الطرد
تستخدم عملية صب Proto Labs للحقن مسامير طرد بأحجام مختلفة لدفع الجزء البلاستيكي خارج القالب بعد أن يتم تجميده. يتم اختيار أحجام وترتيب هذه المسامير لتقليل التأثير على تصميم الجزء الخاص بك. تتراوح أحجام المسامير من 0.063 بوصة (1.6 مم) إلى 0.5 بوصة (12.7 مم) ، مع تفضيل الأحجام الأكبر من 0.063 بوصة (1.6 مم).التجاويف
تدعم عملية الصب لدينا تشكيلات تحت الجزء الهندسي. أبعاد النواة الجانبية القصوى:| العرض | الارتفاع | سحب |
| ≤ 8.419 بوصة | ≤ 2.377 بوصة | ≤ 2.900 بوصة |
| ≤ 213.84 مم | ≤ 60.38 مم | ≤ 73.66 مم |






 Complaint
Complaint