Description
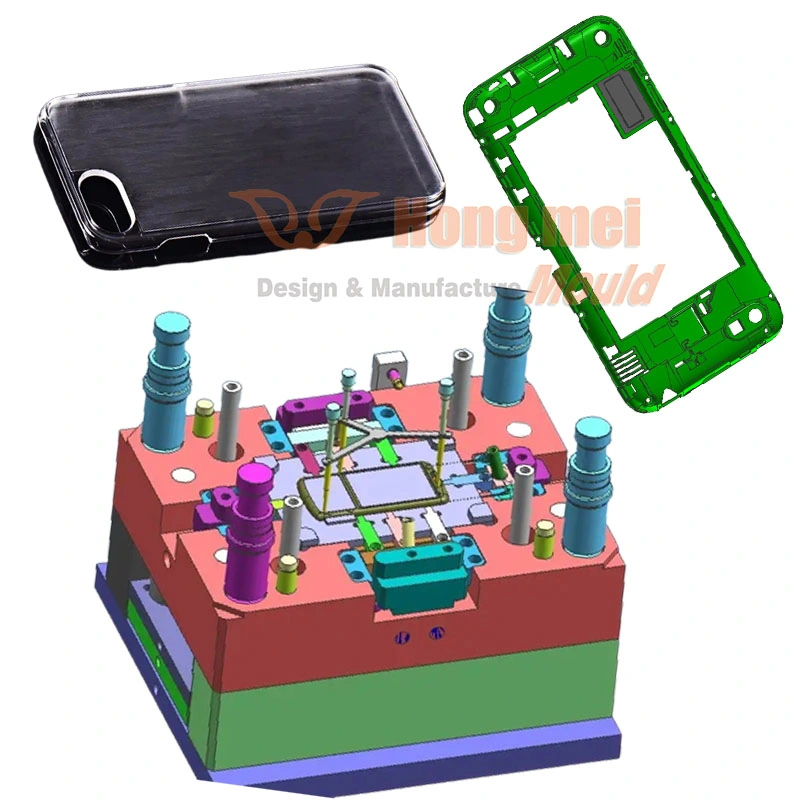
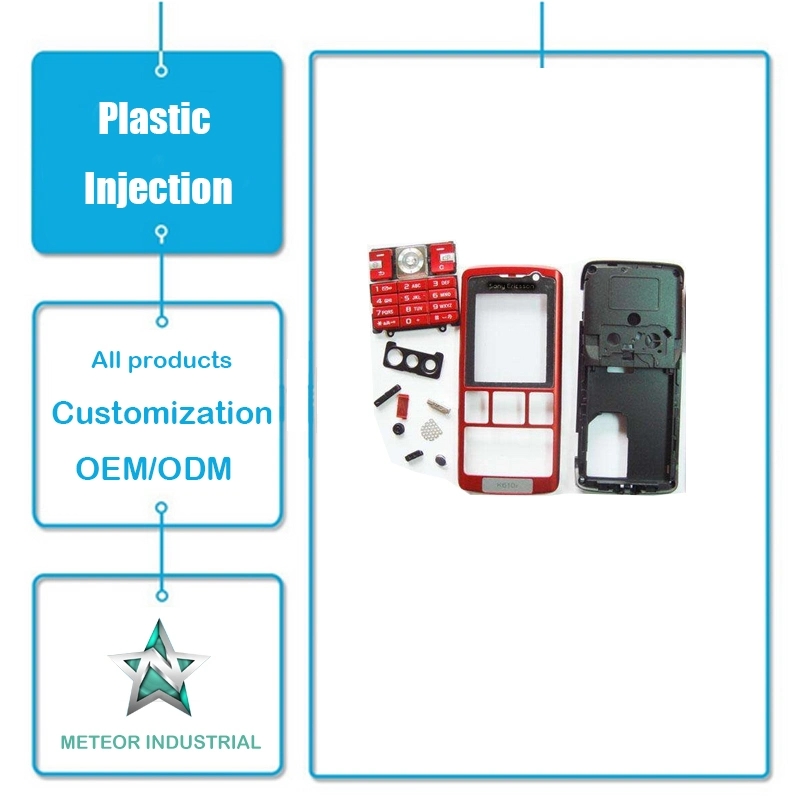
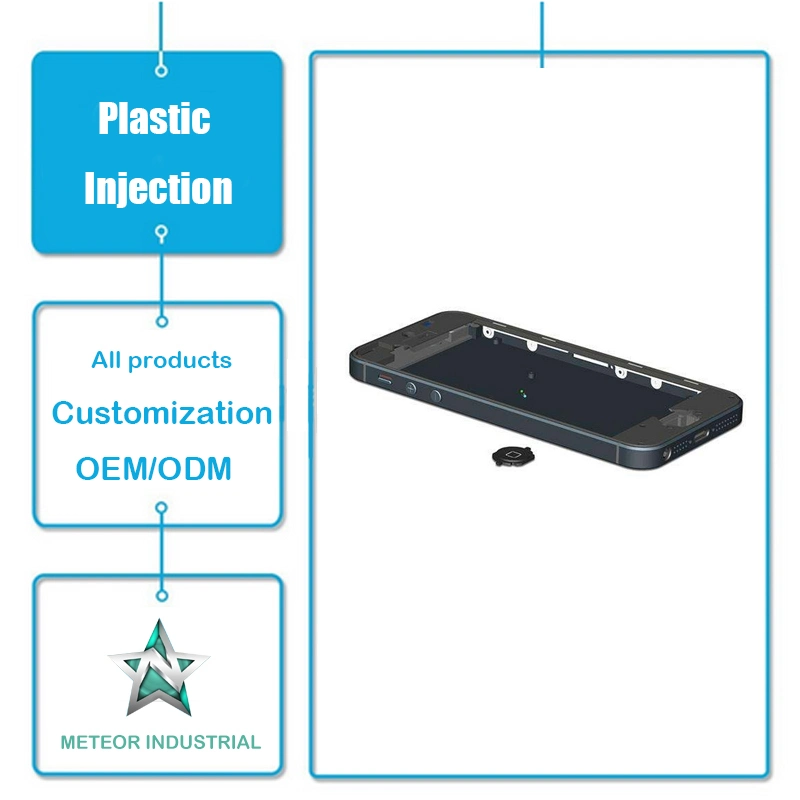
المنتجات البلاستيكية المخصصة الهاتف المحمول الهاتف الخلوي البلاستيك شل حقنة البلاستيك قالب البلاستيك تصميم قالب التنمية قالب معالجة قالب حقن
صيانة قطع قوالب الحقن البلاستيكية كما يقدم شيامن ميتيور المزيد من قوالب الحقن تصميم قطع الغيار وخدمة التصنيع، ولدينا أكثر من 10 خبرة في مجال قوالب الحقن. كل المشاريع التي سنضعها من DFM إلى PFM تدفق العمل لضمان جودة المنتجات، من تصميم القوالب، وتحليل تدفق العفن، ومراجعة سلسلة من تقارير الاختبار للتأكد من تشغيل إنتاج العفن بسلاسة. نحن فخورون بانتاج العفن الخاص بنا، وضمان جودة المنتج، والتسليم في الوقت المحدد، ولدينا فريق مهندس محترف لدعم مشاريعك، وجعلها سهلة للغاية، مما يجعل من راحتك.
إرشادات تصميم قالب بلاستيكي الحجم الحد الأقصى لمخطط الأجزاء الذي يمكن قولبة يبلغ 18.9 بوصة تقريبًا. (480 مم) × 29.6 بوصة (751 مم) أو ما يعادل تقريباً 175 بوصة مربعة. (1129 سم مربع). يبلغ الحد الأقصى لحجم الجزء 59 بوصة مكعبة تقريبًا. عمق يصل إلى 4 بوصات (101 مم) من خط القطع بثلاث درجات من السحب، أو حتى 8 بوصات. (202 مم) إذا كان خط القطع يمر عبر منتصف الجزء، داخل الجزء وخارجه. تقتصر الأجزاء الأعمق على مخطط تفصيلي أصغر. مسودة يُسمى الحفاز المُطبق على وجوه الجزء الذي يمنعها من موازاة حركة فتحة القالب بالمسودات. وهذا يمنع تلف الجزء بسبب كشط الجزء عند إخراجه من القالب. المسودة الموصى بها:
ينصح بشدة باستخدام 0.5 درجة على كل الوجوه الرأسية.
درجتان تعمل بشكل جيد جدًا في معظم الحالات.
3 درجات هي الحد الأدنى لعملية الإغلاق (انزلاق معدني على المعدن).
3 درجات مطلوبة لملمس الضوء (PM-T1).
5 درجات أو أكثر مطلوبة للحصول على نسيج ثقيل (PM-T2). التفاوت عادةً، يمكن أن تحافظ Proto Labs (مختبرات بروو) على قدرة التحمل عند التشغيل بمعدل ±.003 بوصة. (0.08 مم) مع تحمل الراتينج المضمن الذي يمكن أن يكون أكبر من ±0.002 بوصة/بوصة على الأقل. (0.002مم/مم). سُمك الجدار بفضل الأجزاء المقولبة بالحقن، يساعد اتباع سُمك الجدار المناسب (والموحد) على تجنب الأجزاء التي قد تواجه مشاكل مثل علامات البالوعة والوراج. تختلف الخُسُمك الموصى بها حسب المادة: | الراتينج | بوصة |
| ABS | 0.045 - 0.140 |
| أكريليك | 0.05 - 0.500 |
| بوليمر كريستالي سائل | 0.030 - 0.120 |
| بلاستيك مقوى من الألياف الطويلة | 0.075 - 1.000 |
| النايلون | 0.030 - 0.115 |
| البولي كربونات | 0.040 - 0.150 |
| البوليستر | 0.05 - 0.125 |
| البولي إيثيلين | 0.030 - 0.200 |
| كبريتيد البوليفينلين | 0.020 - 0.180 |
| بوليبروبيلين | 0.025 - 0.150 |
| البوليسترين | 0.035 - 0.150 |
| البولي يوريثان | 0.080 - 0.750 |
السطح الخارجي
يتوفر عدد من اللمسات النهائية القياسية للأجزاء المقولبة بالحقن في مختبرات Proto. وتشمل تشطيبات الفندق الحالية تشطيبات غير تجميلية، وتشطيبات قليلة التجميلية، وتشطيبات العناية الواجبة المعززة؛ وتهذيبات الشمندر، وتلميع العفن العالي.
التشطيبات القياسية (من الأقل تكلفة إلى الأكثر تكلفة): | م-F0: | غير تجميلي: إنهاء لتقدير بروتوميولد |
| PM-F1: | قليل التجميلية: تمت إزالة معظم علامات الأدوات |
| PM-F2: | غير تجميلي: تقدير بروتوميولد، إنهاء EDM و/أو علامات الأدوات المسموح بها |
| SPI-C1: | 600 حجر غريت، 10-12 رأس |
| م-T1: | مادة Protocold، SPI-C1 يتبعها انفجار بحبل خفيف |
| PM-T2: | مادة Protocold، SPI-C1 يتبعها انفجار بحبل متوسط |
| SPI-B1: | 600 ورقة حامل، 2-3 رأس |
| SPI-A2: | الطعم الماسي من الدرجة الثانية، 1-2 رأس |
* تشير كلمة "PM" في الجدول إلى سطح نهائي تم ضبطه ليلائم عملية تشكيل الحقن بسرعة، حيث تشير SPI (جمعية صناعة البلاستيك) إلى نهاية قياسية في الصناعة. راديوي
ولأن مختبرات بروو تستخدم عملية تفريز CNC آلية لصنع القالب الخاص بأجزائها، فإن بعض أركان الأجزاء سوف تنتهي إلى نصف قطر بدلاً من حافة حادة. لا يتطلب هذا عادة تغيير النموذج، ولكن المصمم يكون على علم بهذه الأشعة قبل أن يتم عمل القالب. مسامير الطارد
تستخدم عملية قولبة الحقن في مختبرات بروو مسامير طارد من أحجام مختلفة لدفع الجزء البلاستيكي خارج القالب بعد تصليده. يتم تحديد أحجام هذه المسامير وترتيبها لتقليل التأثير على تصميم الجزء. تتراوح مسامير الطارد في الحجم من 0.063 بوصة. (1.6 مم) إلى 0.5 بوصة (12.7 مم)، بأحجام أكبر من 0.063 بوصة (1.6 مم) المفضل. نقص
تدعم عملية القوالب التي نقدّمها القطع السفلية البسيطة في الهندسة الهندسية للجزء الخاص بك. الحد الأقصى لأبعاد القلب الجانبي: | العرض | الارتفاع | اسحب |
| ≤ 8.419 بوصة | ≤ 2.377 بوصة | ≤ 2.900 بوصة |
| ≤ 213.84 مم | ≤60.38 ملم | ≤73.66 ملم |




 Complaint
Complaint