Complaint
Complaint

| بكرة التشغيل/الرأس - بكرة ناقل تُستخدم لأغراض قيادة سير ناقل. يتم تثبيتها بشكل نموذجي في المحامل الخارجية ويتم تشغيلها بواسطة مصدر تشغيل خارجي. |
| بكرة الرجوع/المؤخرة - بكرة ناقل تُستخدم لإعادة توجيه سير الناقلة إلى بكرة التشغيل. يمكن أن تستخدم بكرات المؤخرة المحامل الداخلية أو يمكن تثبيتها في المحامل الخارجية، كما أنها توجد بشكل نموذجي في نهاية سطح الناقل. تخدم بكرات المؤخرة بشكل عام الغرض من بكرة الشد على الناقلات ذات الأطوال الأقصر. |
| البكرة الحلزامية - بكرة ناقل تُستخدم لزيادة التفاف السير حول بكرة التشغيل، وذلك عادةً بغرض تحسين الجر. |
| بكرة الشد - بكرة ناقل تُستخدم لإزالة الارتخاء وتوفير الشد للسير الناقل. تُعد بكرات الشد أكثر شيوعًا في الناقلات ذات الأطوال الطويلة. |
| بكرة ثني - بكرة ناقل تُستخدم لإعادة توجيه السير وتوفير شد السير في حالة حدوث انحناءات في نظام الناقل. |
| تباطؤ عادي:هذا النمط من اللمسات النهائية مناسب لأي بكرة في نظام الناقل حيث لا يكون المستجمع المائي ضروريًا. وهو يوفر حماية إضافية ضد تآكل السير، مما يزيد من عمر البكرة. |
| تأخر حز الماس:هذا هو النمط القياسي في كل بكرات ناقل Spectdrum المتخلف. وهو يستخدم بشكل أساسي في بكرات تشغيل الناقلات العكسية. كما أنه يستخدم أيضًا للسماح بتدوير البكرة ثنائية الاتجاه، ويسمح النمط بتشتيت الماء بعيدًا عن السير. |
| تأخر العظم المتعرج: تجاويف نمط المتعرج في اتجاه الدوران، وتوفر خصائص مميزة للتتبع. يسمح كل حز بتسرب الماء والسوائل الأخرى بين وجه بكرة الأسطوانة والسير. البكرات المحززة ذات العظم المتعرج ذات اتجاه ويجب تطبيقها على الناقل بطريقة تشير فيها الحزوز باتجاه اتجاه سير السير. |
| تأخر Chevron:يحدد بعض العملاء أن نقاط التحزيز يجب أن تلتقي - كما هو الحال في تغليف شيفرون. وكما هو الحال من قبل مع نمط العظم المتعرج، سيتم استخدام هذا الأسلوب على بكرات أسطوانة التشغيل ويجب تركيبه بالطريقة الصحيحة، بحيث يسمح بالاستخدام الصحيح للنمط وتشتيت المياه أيضًا. |
| تغليف خزفي:تم تصميم بلاط السيراميك في إطار عملية تغليف، ثم يتم ارتهان ببكرة الأسطوانة. يتيح هذا الشكل النهائي قوة جر فائقة ويقلل من الانزلاق، مما يعني أن شد السير أقل، وبالتالي يزيد من عمر البكرة. |
| تغليف شريط ملحوم: يمكن استخدام تغليف شريط ملحوم على البكرات ثنائية الاتجاه، كما أنه يتميز أيضًا بتشطيبه السهل للماء أو أي سوائل بين بكرة الأسطوانة والسير. |
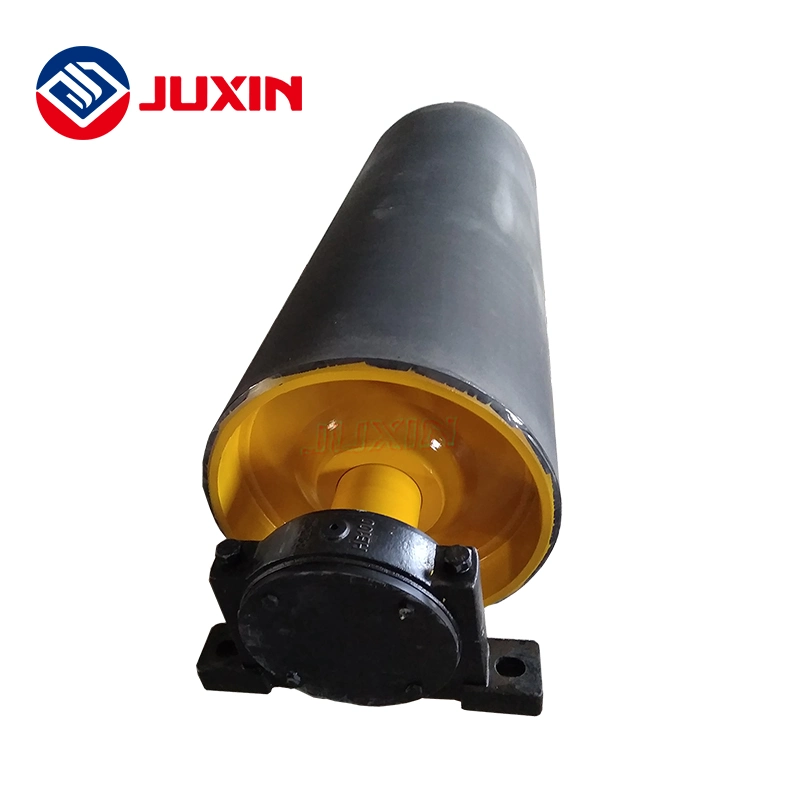
| 1. الأسطوانة أو الحاوية الواقية: الأسطوانة هي جزء البكرة الملامسة المباشرة للسير. تم تصنيع الحاوية الواقية إما من ألواح فولاذية ملفوفة أو من أنابيب فولاذية مجوفة. |
| 2.ألواح الأغشية: إن غشاء البكرة أو طولعها الطرفية هي أقراص دائرية مصنوعة من لوح فولاذي سميك وملحومة في الحاوية الواقية عند كل طرف، لتقوية الأسطوانة.تشعر اللوحات الطرفية بالملل في مركزها لاستيعاب عمود البكرة والمحاور لعناصر قفل البكرة. |
| 3.العمود :تم تصميم العمود لاستيعاب جميع القوى المطبقة من السير و / أو وحدة التشغيل، مع أدنى انحراف. يوجد العمود وقفله في محاور الأقراص الطرفية بواسطة عناصر قفل. غالبًا ما يتم تدفّ عمود الإدارة وبالتالي أعمدة البكرات. |
| 4.عناصر القفل:هذه هي عناصر مصنعة عالية الدقة يتم تركيبها فوق العمود وفي محاور البكرات. تربط عناصر القفل البكرة بإحكام بالعمود عبر اللوحات الطرفية. |
| الصرر:الصرر عبارة عن مبيتات مصنوعة وميكنة يتم لحامها في اللوحات الطرفية. |
| 6.متأخر: من الضروري أو المرغوب أحيانًا تحسين الاحتكاك بين سير الناقل والبكرة لتحسين عزم الدوران الذي يمكن نقله عبر بكرة التشغيل. يساعد تحسين الجر فوق البكرة أيضًا في تدريب السير. وفي هذه الحالات، تكون أسطح أسطوانة البكرة متخلفة أو مغطاة بمادة مطاطية. |
| المحمل: المحامل المستخدمة للبكرات هي محامل بكرات كروية عامة، يتم اختيارها لخصائصها الداعمة للحمل القطري والمحور. المحامل ذاتية المحاذاة بالنسبة إلى مجاري الأسلاك، مما يعني أنه يمكن "محاذاة" المحامل بالنسبة إلى العمود وكتل Plummer، إلى درجة معينة. ومن الناحية العملية، يعني ذلك أن انحناء العمود في ظروف التحميل، وكذلك سوء محاذاة بسيط لهيكل دعامة البكرة، يمكن استيعابها بواسطة المحمل. |
| 1.يمكن أن تلبي أنواع مختلفة من الأغلغيات كافة أنواع المتطلبات الهندسية المعقدة. |
| 2.تضمن تقنية اللحام المتقدمة قوة التوصيل بين الحاوية الواقية والقرص الطرفي. |
| 3.يمكن لعناصر القفل عالية القوة الوفاء بمتطلبات العزم والانحناء. |
| توفر الأقراص الطرفية على شكل T أعلى مستويات الأداء والموثوقية. |
| 5.تجعل مجموعة المحمل القياسية من السهل على المستخدم النهائي استبدالها. |
| 6.تعمل المواد الخام الممتازة وتقنية المعالجة المتقدمة على تمكين العمود من تحمل عزم دوران كافٍ. |
| انخفاض الصيانة لاستمرار التشغيل وانخفاض التكلفة الإجمالية للملكية. |
| عملية التصميم العلمي التي تتضمن تحليل العناصر المتناهية. |
| الماكينة:لدينا ماكينات متقدمة لقطع الليزر، ومجموعة كاملة من معدات تشكيل الألواح المعدنية الذكية، واللحام الآلي ومعدات المعالجة والاختبار الأخرى. |
| الرسم: نستخدم الرش الإلكتروستاتي لضمان أن يفي تنوع الطلاء وطرازه ونوعيته، ومخففات الطلاء، وعوامل المعالجة بمتطلبات التصميم والمعايير الوطنية الحالية ذات الصلة. يجب أن يكون السطح الفولاذي خاليًا من خبث اللحام، وندوب اللحام، والغبار، والزيت، والماء، والحواوين قبل الطلاء. لا يجوز القيام بأي تشويه أو حذف، ويجب أن تكون الطبقة الخارجية خالية من التقشير والصدأ. طريقة التفتيش: المراقبة والتفتيش. فالتنظيف بالتنظيف المنتظم، والألوان الثابتة، وعدم تجاعيد الملابس، والحفاقة، والفقاعات، والالتصاق الجيد، وخط فصل الألوان، يجب أن يكون واضحًا ومرتباً. |
| التسليم:شهادة مصنع السلع والمنتجات، تعليمات التركيب والاستخدام والرسومات، مجموعة كاملة من الموصلات. وبعد وصول الجهاز إلى الموقع، تقوم الشركة على الفور بترتيب الموظفين الفنيين والتقنيين لتوجيه التركيب في الموقع لتوفير خدمات مرضية للعملاء. |
| الحزمة: يتم تقديم إطار من الصلب أو صندوق خشبي ، وفقاً لمعايير التصدير التجاري أو وفقاً للمتطلبات الخاصة للعملاء. |