 Complaint
Complaint

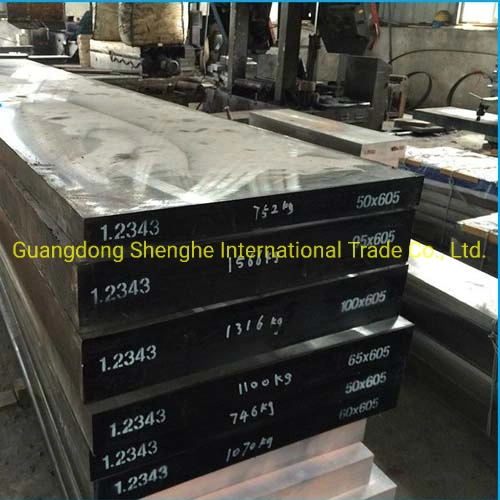
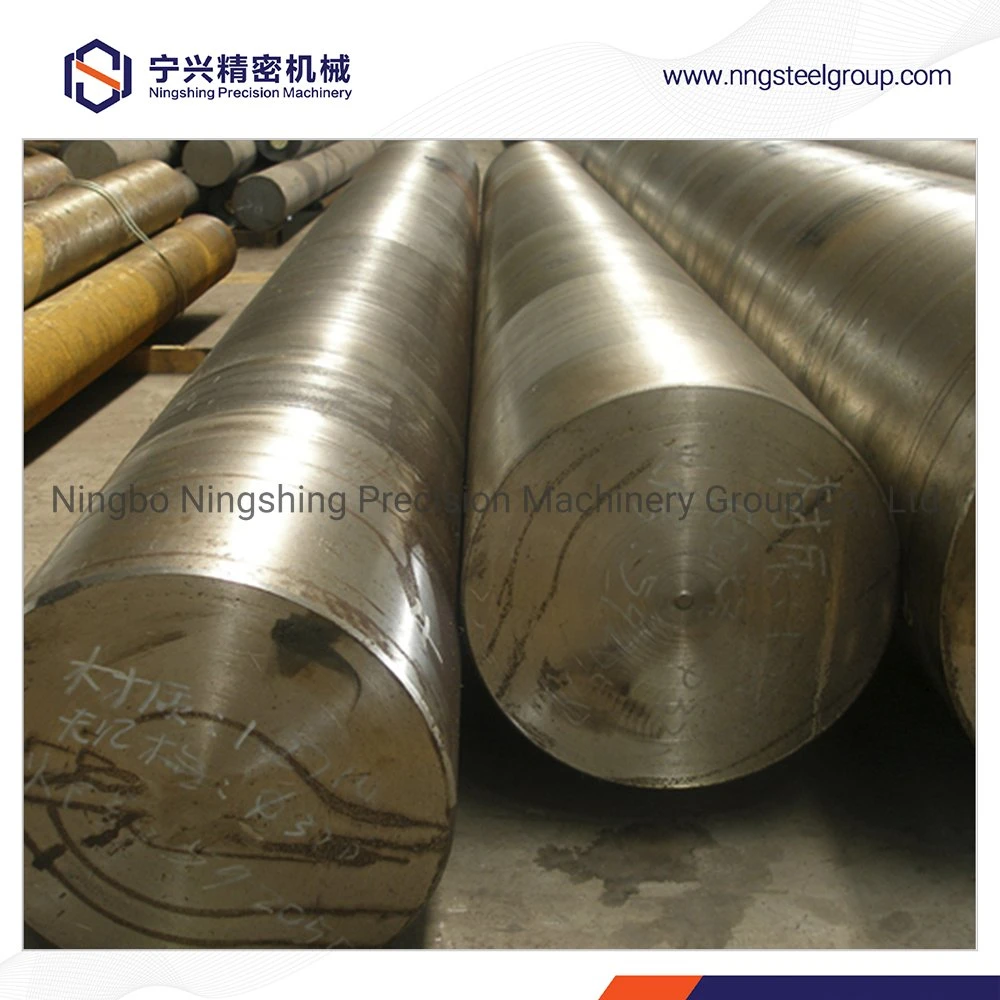
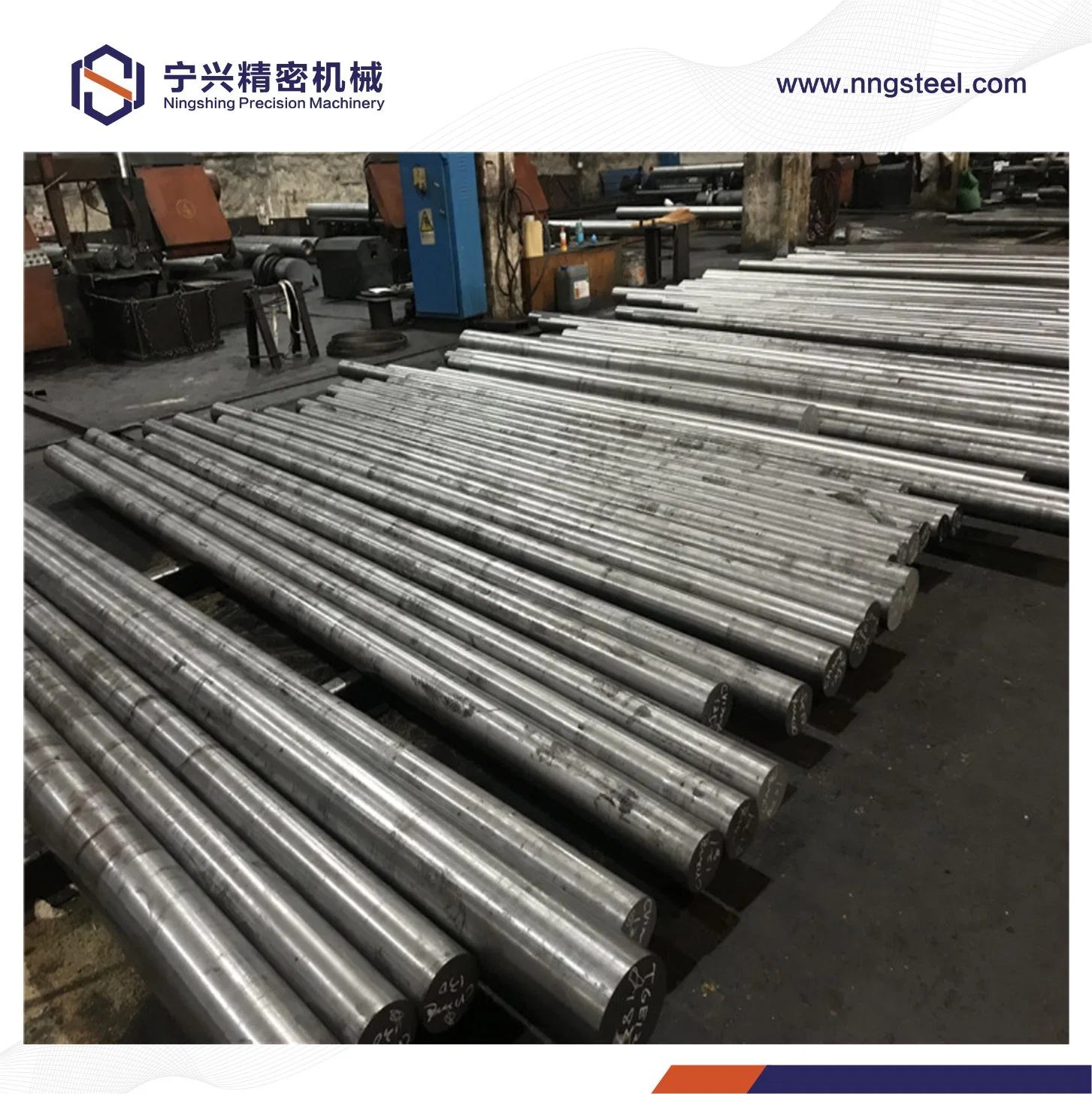
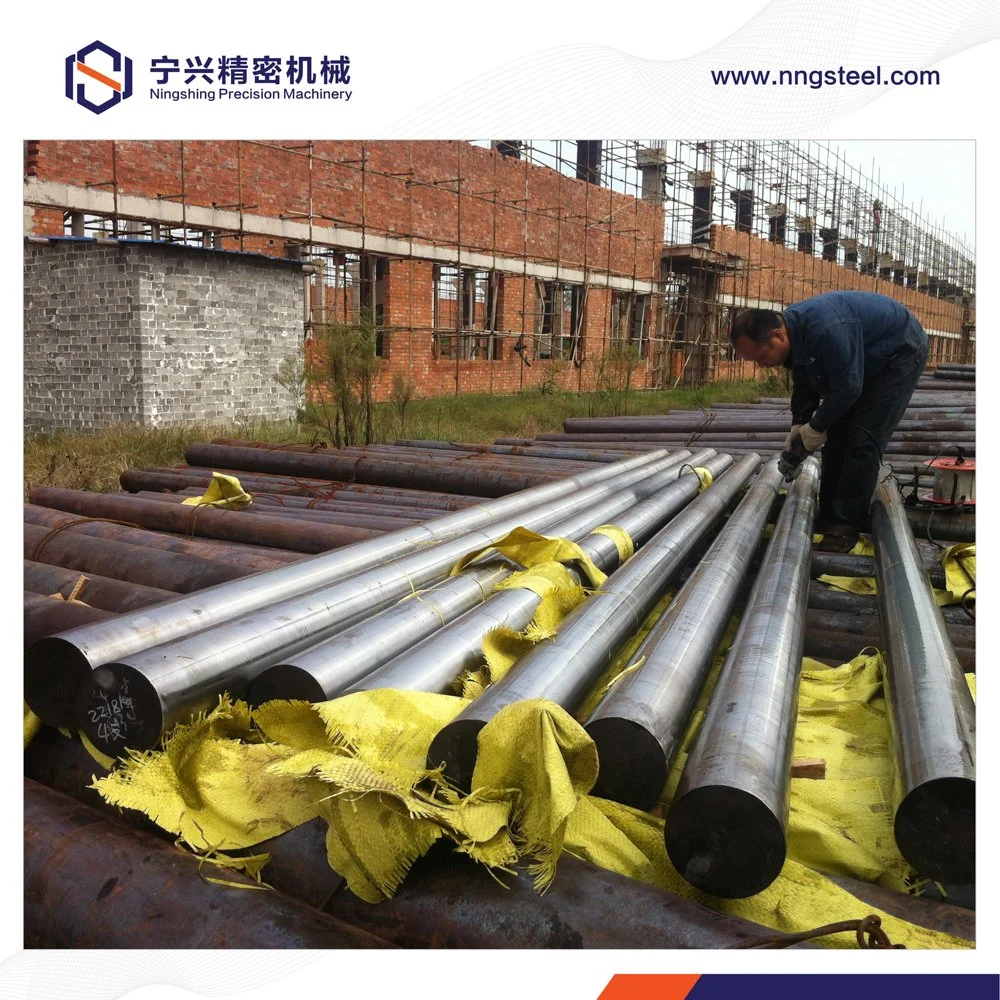
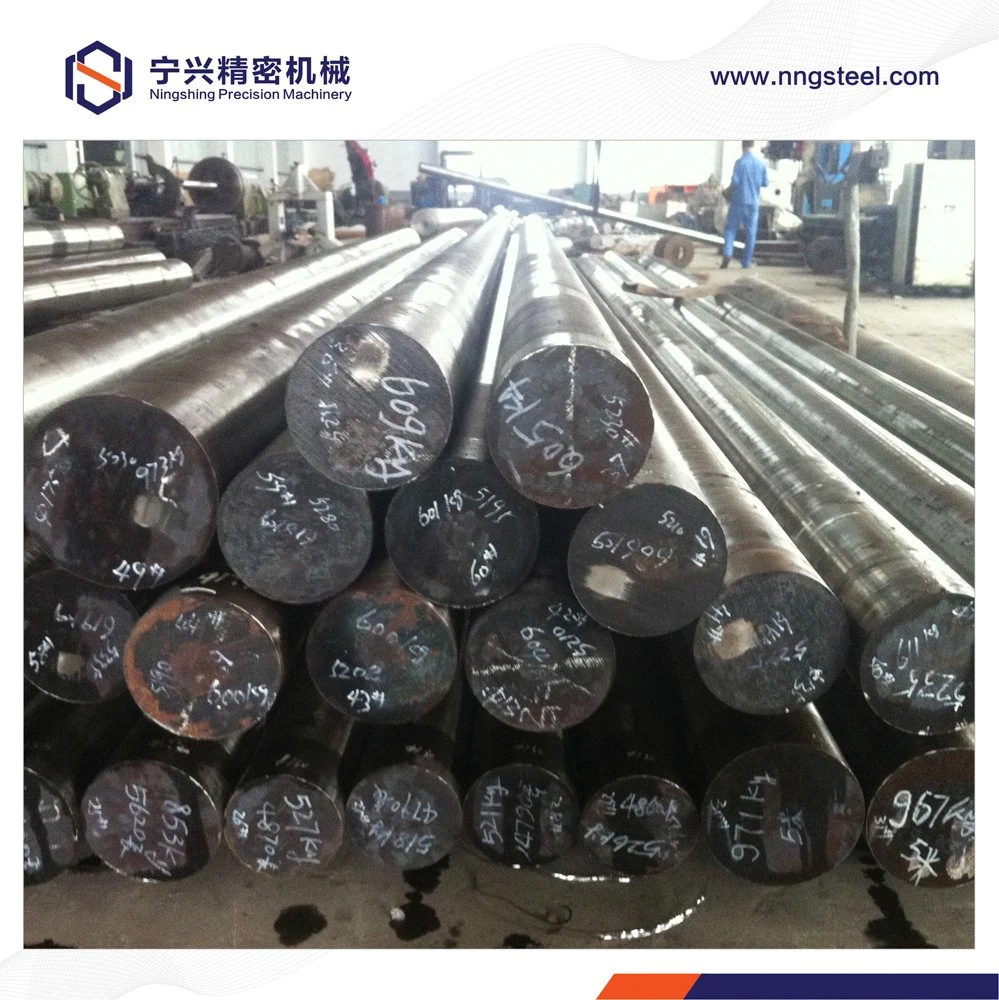
Industry leading 1.2343/H11/SKD61/AISI H11 Hot Work Tool Steel/Flat Bar/Steel Block/Round Bar steel
DIN 1.2343 / AISI H11 Hot Work Tool Steel
Ningshing Special-Steel have over 20 years for supplying high quality of Hot Work Tool Steel DIN 1.2343 / AISI H11. It is widely used for making die casting dies, hot forging dies, plastic mold with high hardness and polishing-ability. We can also offer DIN 1.2343 in Q+T condition, which is used for low pressure die casting dies.
1.2343 tool steel consists of less vanadium than the steel grade 1.2344. It gives 1.2343 steels the higher toughness, with some reduction in wear resistance and temper resistance. 1.2343 tool steel is a deep-hardening, air-hardening steel and 1.2343 alloy steel could be deep hardened by heat treatment and air-quenching. It gives minimal size change during heat treatment. 1.2343 how work steel also has super resistance to thermal fatigue cracking and superb resistance to gross cracking and thermal shock when water cooled in service.
Dimensions
Round: dia.10-800 mm
Flat: 6-120 x 40-1200 mm
Block: 80-700 x 100-1200 mm
Delivery Condition
EAF+LF+VD+(ESR), Hot rolled or Forged, Spheroidizing Annealed, Black surface or Machined surface, UT SEP1921 Class3 D/d
Equivalence
| AISI / SAE | DIN / W.Nr | JIS | GB |
| H11 | 1.2343 | SKD6 | 4Cr5MoSiV |
Chemical Composition(%)
| Steel Grade | C | Si | Mn | P | S | Cr | Mo | V |
| 1.2343 | 0.33-0.41 | 0.80-1.20 | 0.25-0.50 | ≤ 0.030 | ≤ 0.030 | 4.80-5.50 | 1.10-1.50 | 0.30-0.50 |
| H11 | 0.30-0.43 | 0.80-1.20 | 0.20-0.50 | ≤ 0.030 | ≤ 0.030 | 4.75-5.50 | 1.10-1.60 | 0.30-0.60 |
Characteristics
1. DIN 1.2343 is a 5% chromium hot work steel that is characterized by excellent impact toughness. It contains less vanadium than DIN 1.2344. This provides for the higher toughness, with some reduction in wear resistance and temper resistance.
2. Deep-hardening, air-hardening steel that exhibits minimal size change during heat treatment.
3. Good resistance to thermal fatigue cracking (heat checking) and excellent resistance to gross cracking and thermal shock when water cooled in service.
Applications
Heavy duty hot work tools and dies, mainly for light alloy processing: mandrels, dies, and containers for metal tube and rod extrusion; hot extrusion equipment; tools and dies for the manufacture of hollow bodies, screws, rivets, nuts and bolts. Die casting equipment, forming dies, die inserts, hot shear blades, and plastic mould dies.
Forging Technique
Heat Temperature | Start Forging Temperature | Finish Forging Temperature | Cooling Method |
| 1020-1150 °C | 1100-1120 °C | 900-850 °C | Pit or Sand Cooling |
Heat Treatment
Annealing
750 to 800°C (1382 to 1472°F)
Slow controlled cooling in furnace at a rate of 10 to 20°C/hr (50 to 68°F/hr) down to approx. 600°C (1112°F), further cooling in air.
Hardness after annealing: max. 235 HB.
Stress relieving
600 to 650°C (1112 to 1202°F)
Slow cooling in furnace; intended to relieve stresses set up by extensive machining, or in complex shapes.
After through heating, hold in neutral atmosphere for 1 - 2 hours.
Tempering
Slow heating to tempering temperature immediately after hardening / time in furnace
1 hour for each 20 mm of work piece thickness, but at least 2 hours / cooling in air.
It is recommended to temper at least twice.
A third tempering cycle for the purpose of stress relieving may be advantageous.
1st tempering approx. 30°C (86°F) above maximum secondary hardness.
2nd tempering to desired working hardness.
The tempering chart shows average tempered hardness values.
3rd for stress relieving at a temperature 30 - 50°C (86 to 122°F) be low highest tempering temperature.