


 Complaint
Complaint

| Itm | Models | ||||||
| Unit | DN2-31X | DN2-31C | DN2-40X | DN2-40C | DN2-63X | DN2-63C | |
| Power at 50% | KVA | 31 | 31 | 40 | 40 | 63 | 63 |
| Transformer turns ratio | 70 | 70 | 56 | 56 | 48 | 48 | |
| Max.short circuit current | KA | 14 | 14 | 18 | 18 | 20 | 20 |
| Secondary unload voltage | V | 5.58 | 5.58 | 6.8 | 6.8 | 7.9 | 7.9 |
| Voltage at 50Hz/60Hz | V | 380 | 380 | 380 | 380 | 380 | 380 |
| Distance between the arms | MM | 168-288 | 100 | 168-328 | 100 | 168-428 | 100 |
| Min.length of arms | MM | 220 | 200 | 300 | 200 | 400 | 200 |
| Max.strength at electrodes | N | 3000 | 3000 | 3500 | 3000 | 3500 | 3000 |
| Working stroke | MM | 15-45 | 15-25 | 15-45 | 15-25 | 15-45 | 15-25 |
| Max.stroke of cylinder | MM | 70 | 50 | 100 | 50 | 100 | 50 |
| Max.arm length | MM | 750 | 350 | 1000 | 450 | 1100 | 500 |
| Compressed air supply | MPa | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Maxthickness of mild steel sheet with min.length arm | MM | 3+3 | 3+3 | 4+4 | 4+4 | 5+5 | 5+5 |
| With 500mm arms | MM | 2+2 | 2+2 | 3+3 | 3+3 | 3+3 | 3+3 |
| With max.lenght arms | KVA | 1.2+1.2 | 1.2+1.2 | 2+2 | 1.8+1.8 | 2.0+2.0 | 2.0+2.0 |
| Cross wire maximum | MM | 14+14 | 14+14 | 16+16 | 16+16 | 20+20 | 20+20 |
| Cooling water pressure | MPa | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 | 0.2-0.3 |
| Cooling water flow | L/min | 4 | 4 | 4 | 4 | 4 | 4 |
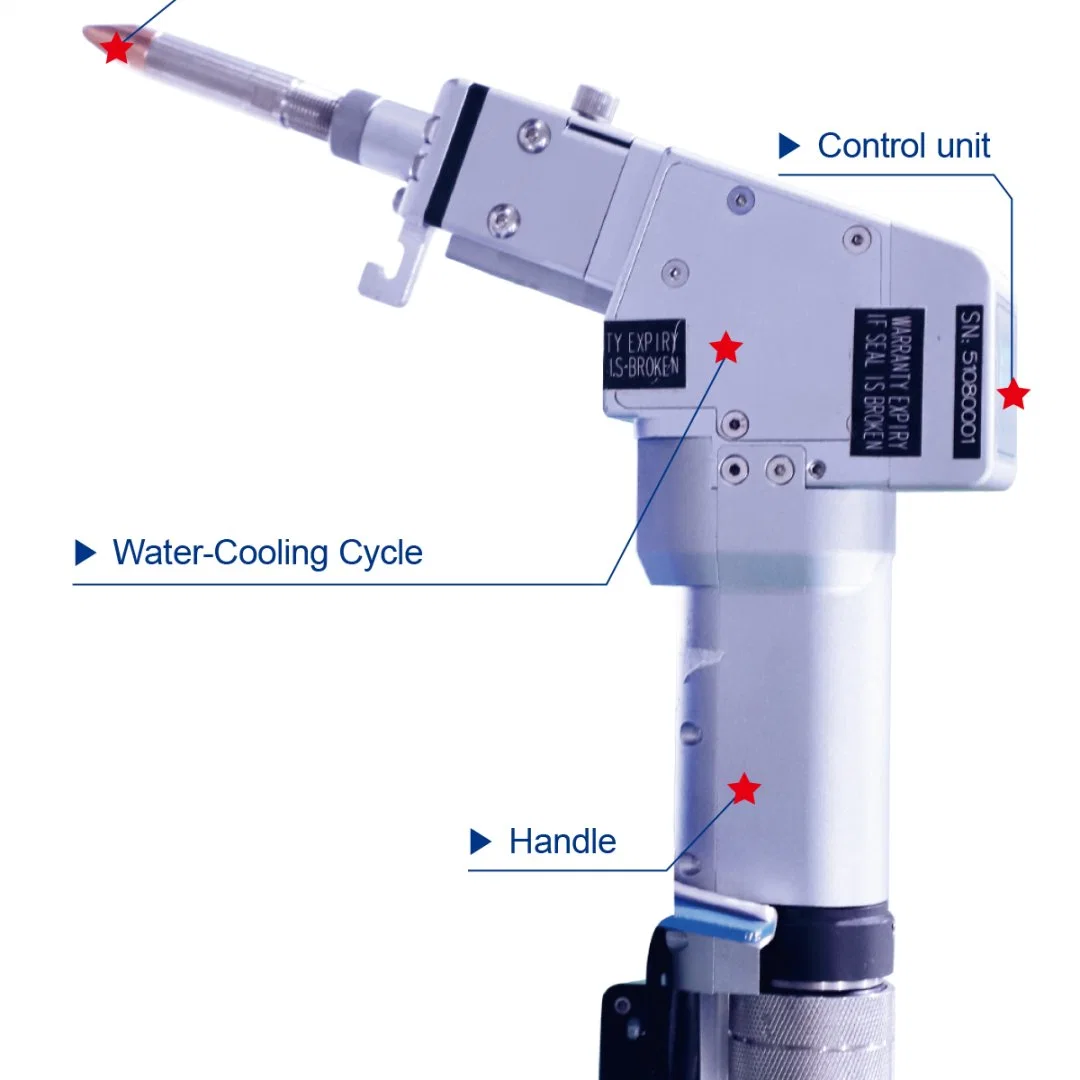
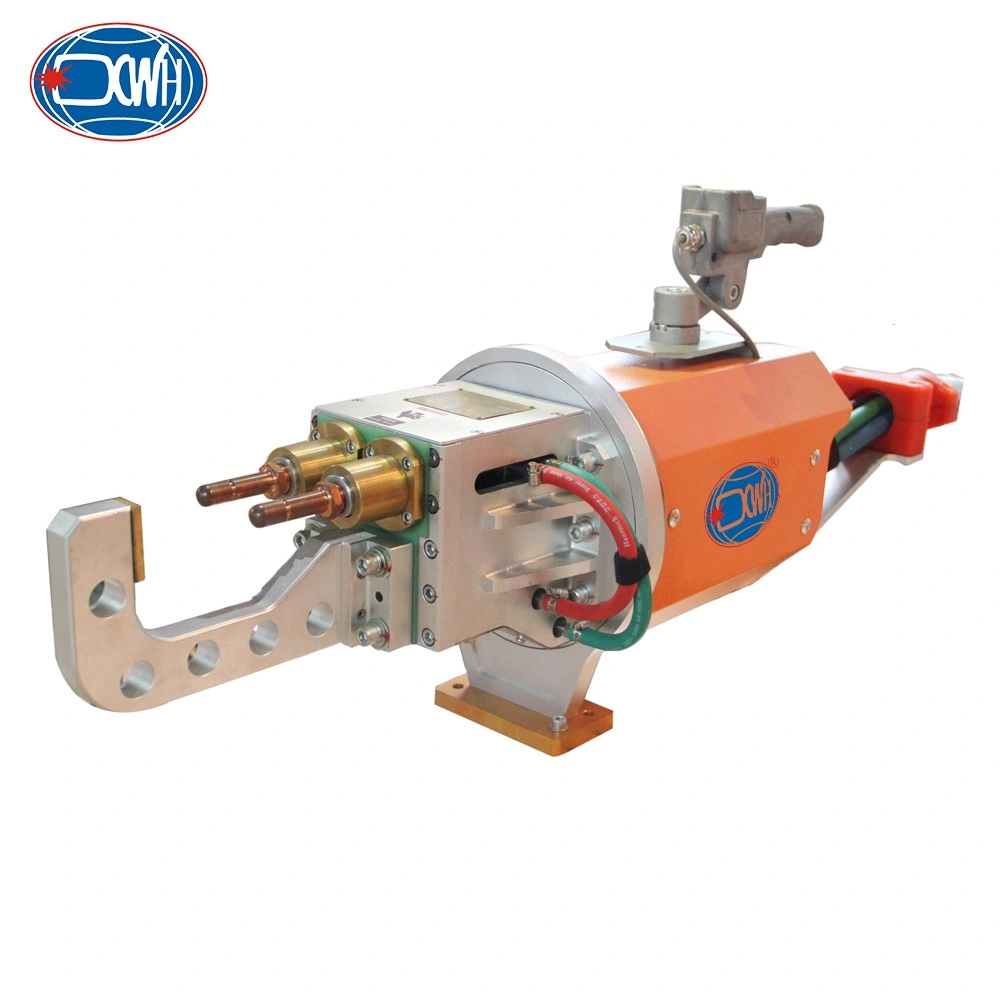
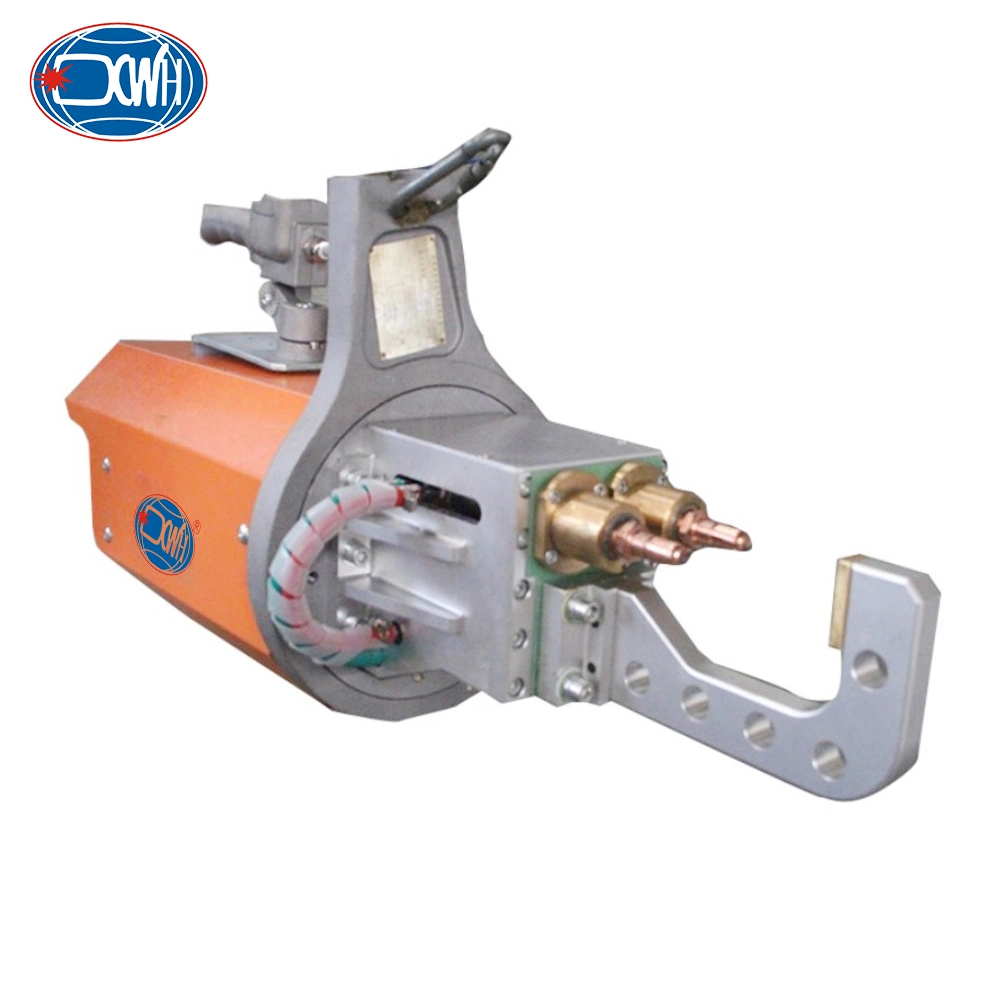
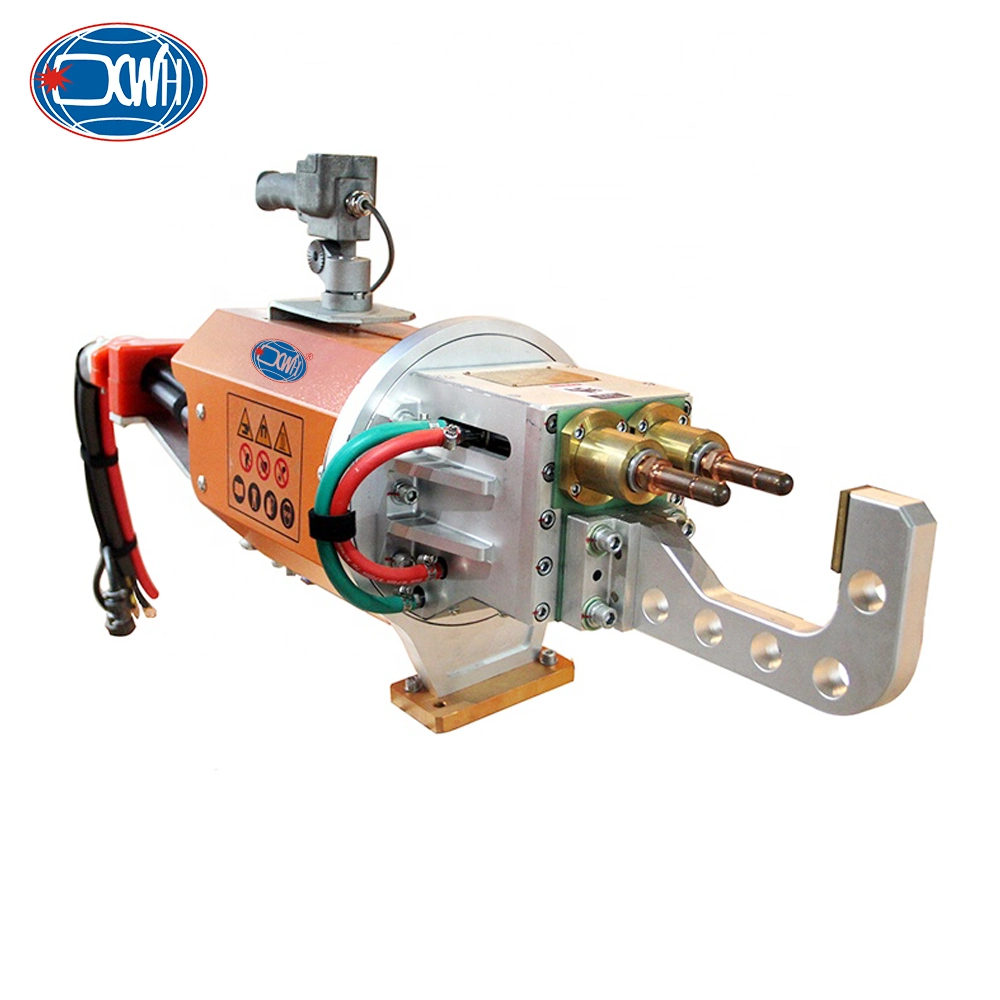
1. The portable spot welding machine combines a welding transformer with a welding clamp, and has an aluminum body, featuring small size, high output, high efficiency, energy conservation, and portability. During operation, the portable spot welder can easily achieve 360 degree rotation in both horizontal and vertical directions.
2.The portable spot welding machine consists of welding tongs, welding transformer, welding controller, water cooling system, pneumatic pressurization system, (and suspension device), etc. Compact structure, convenient maintenance, small size, light weight, greatly reducing the labor intensity of workers and greatly saving energy consumption.
3.The electrode arm of the portable spot welding machine adopts high-quality chromium zirconium copper (CuCrZr-1), ensuring the stability of welding performance, the service life of the welding machine, and the strength of the electrode arm.
4.During welding, the heating time is short, the heat is concentrated, and there is no electric arc, spark splash, welding slag, fusion welding accumulation, and thermal deformation of the weldment. In addition, after the innovation of the welding machine, the diameter of the gas path system is increased, so not only the welding productivity is high, but also the appearance of the weldment is beautiful and the quality is good.
5. Welding is accomplished using the proper combination of resistance heat and mechanical force, so it is possible to obtain high-strength high-quality solder joints for the weld nuggets of the weldment. 5.Due to the simple welding process, without the need for filler materials, solvents, and shielding gas, the cost is low.
6.Due to the high current density and high temperature of the solder joint of the weldment, the precise control of the power-on time by the welding machine controller allows the solder joint to obtain a reproducible nugget size, which can adapt to the welding of multiple types of the same or different metals and coated steel plates.