


 Complaint
Complaint

More and more assemblers are turning to two-component adhesives for improved quality, productivity and efficiency. Acrylics, epoxies, silicones, urethanes and other adhesives have a number of performance properties that are often not available in single-component materials.
Two-part adhesives can offer faster handling and cure times, and a variety of formulations to meet a growing number of applications. The rate of cure and cure characteristics are primarily controlled by the chemistry, whereas single-component adhesives rely on some part of the environment to cure.
Typically, the material cost of a dual component is higher, but the benefits in rate of cure, bond strength and application flexibility outweigh the cost difference. In many cases, two-part adhesives offer longer shelf life, without adverse effects on performance qualities.
Two-part formulations typically can achieve properties that the single-component material cannot. Properties such as shrinkage, room-temperature cure, heat transfer ability, electrical insulation, chemical compatibility and adhesion are either not available or are not as desirable in a one-part adhesive.
In the world of bonding, filling, and encapsulating the term "meter-mix" refers to the process and the hardware required to accurately manage, blend, and dispense multi-part fluids in an automated fashion. Most often in electronics and industrial dispensing, meter-mix dispensing is based upon processing a 2-part adhesive that is supplied as a base component plus a hardener component which, when mixed in the proper volume and ration cause a chemical chain reaction that initiates the curing process of the mixture. The reaction time can be as little as a few minutes up to hours or even days before achieving its final cured state. Once a 2-part adhesive is mixed, the end user should be aware of the specified "pot life" as this is the duration of time where the mixture can be used before the viscosity (or thickness of the liquid) increases beyond its usable state. In automated dispensing, once a mixture changes viscosity by even as little as 5-10%, this can have a negative effect on the consistency and repeat-ability of the process. Careful planning needs to take place to properly specify the correct metering and dispensing equipment.
Two-part reactive adhesives, such as epoxies and acrylics, are gaining ground in the automotive industry, largely at the expense of solvent-borne systems. As more composite materials, such as door panels and interior trim, are used to increase fuel economy and crash safety, adhesives are gaining more acceptance. Dual-component adhesives are usually less expensive and perform comparable to or better than mechanical fasteners or welding.
The electronics industry uses a wide variety of multi-component adhesives as well. For instance, most potting and encapsulating applications for vibration protection, environmental protection or electrical isolation use two-part material. Flip clip bonding and fiber optics are also on the cutting edge of multi-component adhesive technology.
Medical device manufacturers use multi-part adhesives to assemble monitoring devices, patient support surfaces, patient implants and other products where clean, reliable bonding is required. Other heavy users of two-part material include cable manufacturers, filtration assemblers and yacht builders.
Meter-mix systems allow assemblers to correctly measure the amount of A and B materials to achieve the right ratio.
A 2-component adhesive formulation may be chosen over a 1 part adhesive due to performance benefits such as short cure times, enhanced durability, or improved adhesion. One of the most widely used applications of meter mix equipment is in the potting process where an enclosure with a circuit board is filled to a certain level to protect the electronics from moisture, dust, foreign objects, etc... A potting process can be applied to protect small electronic sensors used in the medical or automotive industry, or used to fill larger devices such as motor controller housings, LED video board assembles, or electric batteries. A potting process can be a simple bench top configuration where an operator may position a housing underneath a nozzle then step on a foot pedal to initiate the dispense into a single location for given amount of time or preset volume. In this case the viscosity of the potting material is low enough to freely flow into all required areas.
More intricate 2-component dispensing applications may require a multi-axis robot to drive a nozzle along a pre-programmed path to apply very small beads or deposits of adhesive to bond a mobile electronic assembly, or apply varying amounts of thermal gap filler materials with high accuracy to an automotive engine control module. Other precision applications may include staking of components to a circuit board or dispensing an encapsulant over exposed wire bonds. In these applications, the automation must be taken into consideration in order to apply medium to high viscosity adhesives at the proper flow rate and pattern in order to implement a successful process in production.
Meter-mixing equipment allows easy, consistent mixing of material. The application staff does not have to weigh or measure. Instead, the machine ensures the correct ratio and mixers attached to the machine ensure correct mixing without the air entrapment experienced with hand mixing.
Reservoirs can range in size from as little as a syringe when dispensing milliliter size shots up to drums to supply systems dispensing liter sized volumes. Metering pump technologies vary ad must be chosen according to desired flow rate and type of medium to dispense. The dispense valve and mixing device are typically combined into a single unit but each play their own role in providing the proper dispense controls and blending of each fluid component.
Many types of pumps are available for accurately moving fluids but there is not true "one size fits all" technology that meets every capability requirement for all dispensing processes. There are many factors that come into play when outlining a meter-mix system such as: desired flow rate, cure rate of the mixed composition, filler content and type (if any), viscosity, mix ratio, and process budget.
Progressive Cavity
Progressive cavity pumps use a rotor-stator combination where a helical rotor spins inside of a molded seal which contains a number of cavities. As the rotor spins inside of a molded seal which contains a number of cavities. As the rotor spins, the fluid inside of each cavity gets pushed toward the outlet of the assembly. Due to the servo control on the motor and the tightly sealed assembly, the rate of rotation will directly impact the pump's output rate with a very linear relationship. For example, if the rotor RPM doubles, the flow rate will double as well.
By design, each cavity inside the stator will flex as the rotor spins to allow the fluid to advance forward with each rotation then re-seal. Constant rotation of the pump provides for continuous dispensing with no limitation on shot size. The flexible seal design allows for the use of fluids with some fillers without imposing high levels of shear which could change the fluid properties or grind up large filler particles. The progressive pump design allows for processing of low to medium/high viscosity fluids, without concern of dripping or leaking. An example fluid for a progressive cavity system may be an acrylic or urethane adhesive with glass spacer beads throughout.
Mixer can be either static or dynamic. Static mixers have no moving parts. They contain fixed, geometrically shaped elements that act as flow-splitting and shear-energy-creating devices for the materials that travel through them. Static mixers are usually either plastic or metal. They work well if the ratio and viscosity ranges of the two materials to be mixed are not too wide.
Static mixers serve as inline mixers - the components to be mixed are pumped through the mixer and emerge out the end totally mixed. They can be used with both two-component machines and cartridge applications.
Once the fluids are delivered at the proper ratio and rate, the 2 components must be mixed to initiate the cure process. Two component adhesives are typically mixed just prior to the application point using a valve with on/off control coupled with a disposable mixing element. There are a range of valves available with vary flow rates but generally speaking there are 2 methods of mixing: static or dynamic mix.
A static mixing valve utilizes a static mix tube attached to the outlet of the fluid body to channel the 2 fluid components along a number of helical or stepped elements molded together in an alternating pattern and fixed inside of a plastic tube. The elements are aligned in such a way that creates a flow path which forces the 2 components together to continuously mix as the fluid travels through the tube.
A wide variety of static mixers are available. The correct mixer is chosen based on the flow rate of the system, the viscosity of the fluid, and pot life of the mixture. Choosing a mixer with to few elements will result in improperly mixed materials and poor curing and/or adhesion, while choosing a mixer that has too many elements may cause premature curing of the adhesive inside the mixer which leads to inconsistent dispensing. Static mixing works well for fluids with A and B components that are relatively close in viscosity or requires nominal mix ratios such as 1:1 up to even 10:1 in some cases. Some examples might be silicone or epoxy-based resins.
In dynamic mixers, materials are rotated with an auger or paddle within a mixing chamber by means of rotary air, electric or hydraulic motors. In dynamic mixing, the material passes into a chamber with a rotating element. Higher mixing and shear is created, providing better mixing.
Most dynamic mixers must be thoroughly cleaned after use, which takes time and exposes workers to hazardous waste. Typically, these mechanical mixers require solvent flush of the chamber. However, a hybrid dispense head is available that combines dynamic mixing with solvent-free mix chambers.
A dynamic mixing valve utilizes a disposable paddle or similar static type mixer that can spin with the flow path to blend the 2 components as they travel through the mixing chamber.
The number and type of dynamic mixing elements may be limited but the mixing valve will have a setting that allows for choosing the rotation speed of the mixer to achieve the correct mix. Too slow of a mixer speed can result in improperly mixed material and poor curing and/or adhesion. Too fast of a speed can lead to premature curing inside the mixing chamber which leads to inconsistent dispensing. Dynamic mixing systems provide higher levels of shear on fluids that static systems. This allows for processing of fluids with A and B components that may have a wide viscosity delta and/or wide mix ratio, such as a urethane based adhesive, in some cases up to 100:1.
While the many variables involved may seem overwhelming, by understanding the basics of the metering technologies available along with the fluid properties, an appropriate meter mix system can be developed quite easily. More information provided at the beginning of a project will minimize the change of any processing issues during implementation of equipment. Well-defined metering and fluid handling can lead to a stable dispensing application in production.
Contact us today to connect with one of our dispensing experts to help choose the perfect set-up to meet your application needs and budget.
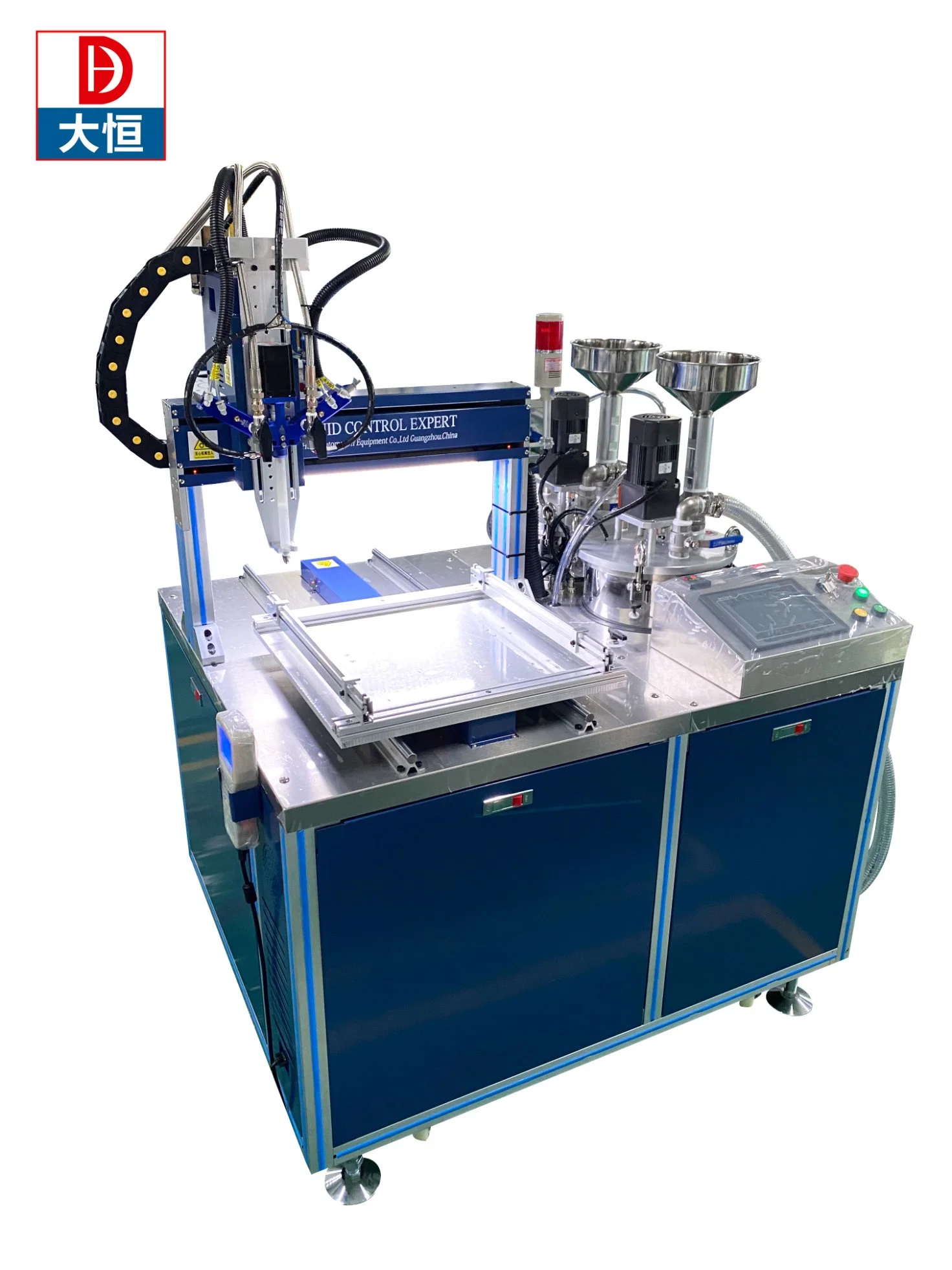
III.Specification:
ITEM | Parameter |
Mixing ratio | 1:1--10:1 adjustable |
Working range | Can be customized |
Displacement speed | 300mm/s(speed) |
Out-glue speed | 1-12g/s per single pump |
Accuracy | ±2%(output volume)±2%(mixing) |
tolerance | ≤0.2mm |
Flow control | Digital input |
Program memory | 99pcs-999pcs |
Motion trail | Dot , line ,curve ,circle |
Automatic controlling system | Touch screen (to achieve program programming, modification, storage and so on |
Out-glue control system | AB glue back suction valve, achieve AB glue independent operation |
Programmatically | Tech programming/or computer systems (Micro software Windows 7,Windows10 optional) |
Mixing method | dynamic mixing |
Power supply | 220V/50Hz/1500W without heating |
Air source | 0.5-0.8Mpa |
Viscosity range | 50-20000cps |
A tank | 10L 25L 40L stainless tank(optional) |
B tank | 10L 25L 40L stainless tank(optional) |
Others | AB tank ,A pump,AB pipeline heating function |
Suitable Material: For waterproof, adhesive, fixed two-component adhesive.
Such as: Crystal or less additive glue --Silicone, epoxy, polyurethane(PU), etc.
Applications:LED products ,Crafts,Electronic components
Such as:Wall washer light, LED bar, LED strip, Ads module, Sensor, Photovoltaic module, Photovoltaic inverter .etc
IV:Application