




 Complaint
Complaint

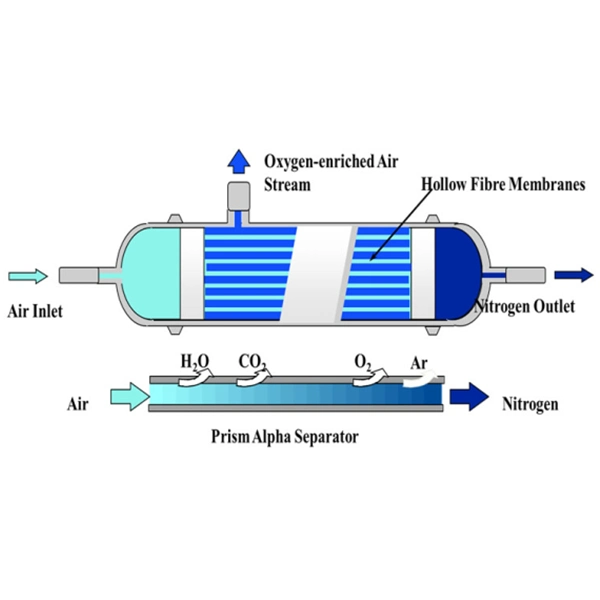
Lorsque des gaz mélangés circulent à travers une membrane polymère, ils se séparent en fonction de leurs différents taux de perméation dus aux variations des coefficients de solubilité et de diffusion. Les gaz comme l'eau, l'oxygène et le dioxyde de carbone avec des taux de perméation plus rapides passent et s'enrichissent d'un côté, tandis que les gaz comme l'azote et l'argon avec des taux de perméation plus lents se rassemblent de l'autre côté. Ce processus permet d'obtenir une séparation des gaz. Lors de l'utilisation d'air purifié sous pression, il enrichit les gaz inertes comme l'azote en gaz riche en azote de haute pureté, éliminant ainsi l'air enrichi en oxygène du côté perméat. Par rapport à d'autres méthodes, l'enrichissement en azote membranaire est avantageux en raison de sa simplicité, de son fonctionnement continu et de sa stabilité.
Avantages de la technologie de membrane de séparation
1). Technologie avancée, la dernière technologie de séparation de l'air à température normale ;
2). Aucun bruit, fonctionnement entièrement statique, conforme aux exigences de protection de l'environnement ;
3). Pas de pièces mobiles, moins d'entretien de l'équipement ;
4). Haute fiabilité du fonctionnement continu et longue durée de vie de l'équipement, jusqu'à plus de 10 ans ;
5). L'expansion de capacité est simple, il suffit d'ajouter des parties de membrane en parallèle et d'augmenter le volume d'air comprimé des matières premières ;
6). Par rapport au PSA, il n'est pas nécessaire de configurer des réservoirs d'air et d'azote. Il est petit et léger. C'est le meilleur choix pour les équipements mobiles d'enrichissement en azote et en oxygène ;
7). Les produits azotés ont un point de rosée bas et peuvent atteindre un point de rosée de -70ºC dans des conditions de fonctionnement continu à long terme;
8). L'azote est propre, sans poussière ni particules ;
9). Le démarrage et l'arrêt sont pratiques et rapides, le fonctionnement est simple et l'azote qualifié peut être produit en peu de temps ;
10). Le formulaire d'équipement peut être conçu en fonction des exigences de l'utilisateur, qui peuvent être de type boîte, de type monté sur patin ou de type conteneur ;
11). L'équipement n'a pas d'exigences particulières pour la construction civile et le coût d'installation est faible;
12). Il n'existe aucune exigence particulière pour l'environnement et il peut fonctionner dans des conditions difficiles.
| Pureté | 99.5 % | 98 % | 97 % | 96 % | 95 % |
| Production de N2 (norme at0ºC, 1atm) | 7.8 | 11.2 | 14.2 | 17.3 | 20.6 |
| Production de N2 (norme at20ºC, 1atm) | 8.4 | 12.0 | 15.2 | 18.6 | 22.1 |
| Facteur d'air | 3.7 | 2.9 | 2.5 | 2.3 | 2.1 |
| Moyen | Azote / oxygène / eau / méthane / dioxyde de carbone / Biogas / éthanol / hydrogène / monoxyde de carbone / Hélium / sulfure d'hydrogène / gaz de synthèse | ||||
* les spécifications sont définies comme Nm3/h pour un produit Pression de 7 barg à 25 ºC
La composition du produit est déterminée en mesurant la teneur en oxygène résiduelle. La valeur de Na "produite" correspond à la teneur en gaz inerte.
L'alimentation en air a produit un facteur d'air N2.
* différents modèles/taille/OEM/ODM peuvent être pris en charge.
Le groupe WOBO s'est engagé dans l'industrie de la séparation cryogénique et de l'air depuis des décennies. Il exploite une variété de produits tels que des récipients cryogéniques, des équipements de séparation de l'air, des équipements de stockage et de transport de produits chimiques, etc. Notre objectif a toujours été de fournir à nos clients les meilleurs produits et solutions.
Le Groupe WOBO a coopéré techniquement avec un certain nombre de grands fabricants de membranes célèbres, et a développé conjointement avec des universités et des collèges nationaux bien connus, et a établi un laboratoire complet pour l'inspection et les essais de production. Actuellement, les membranes WOBO ont été appliquées dans plus de 30 pays à travers le monde.
Pourquoi nous choisir?
Personnalisé à la demande